Herman Bergman Fine Art Foundry
The Rainbow. Crafting the sculpture
Clay modeling
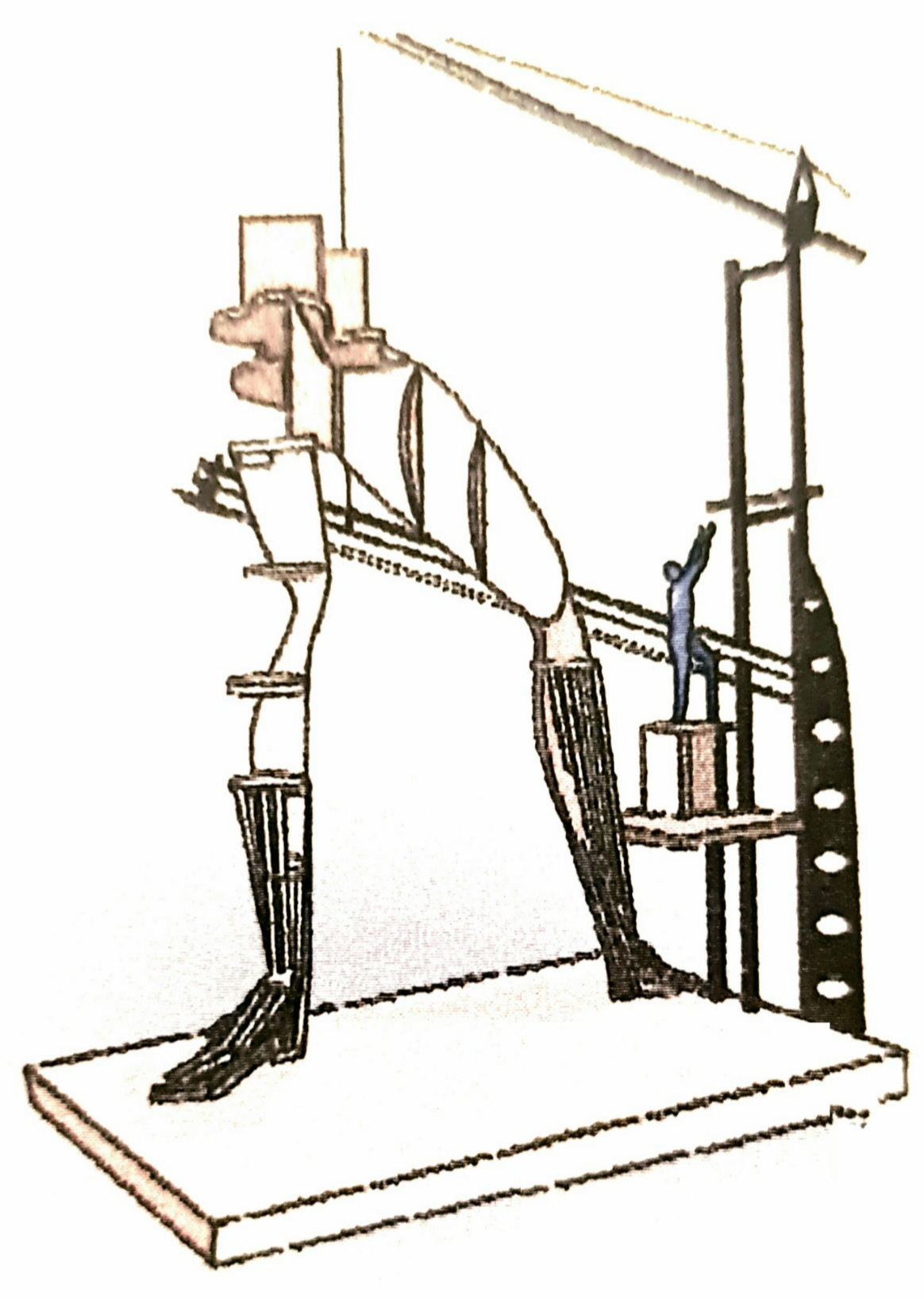
The sculpting made by Marshall Fredericks, 87, who was Carl Milles assistant for many years. Based on Milles sketches, the lord and angel are enlarged.
With the help of a pointing machine, a rough enlarged skeleton is first made of wood. The skeleton then built on with smaller pieces of wood that eventually form a three-dimensional structure.

Rough modeling is the first step. Layers of clay are applied to create the shape of the sculpture. Then the precision work begins. Small lumps of fine clay are applied and modeled until the sculpture has its final form. It is now ready for casting the plaster copy.
Plaster casting

Plaster is applied in several layers, but first metal rails are placed on the clay model, where it must be divided to become external molds for the original plaster model.
The plaster solidifies and is divided into molds, which are coated on the inside with a release agent.
New plaster is poured in.
The molds are "thrown" around to distribute the plaster as accurately as possible.
Now your plaster original is an exact copy of the clay model, ready to be sent to the foundry for molding
Sand molding


The plaster model may be devided into several parts, to fit the frames with lids, so-called mold flasks. The model is then placed in a frame with mounting sand. Around the the model, "pieces" of sand (hardened with resin and phosphoric acid) are created. This so that the model can be removed from the mold. Air- and sprue channels are then created in the resin sand. The other part of the frame is fitted. On top of the "pieces", a layer of resin sand is added to coat and fix the "pieces". It forms the so-called cope. The lid is put on and the frame is turned. The mounting sand is removed and the procedure is repeated on the other part of the sculpture. Then turning the frame so that the cope ends up on the bottom. The "pieces" are moved over to the coat, as a puzzle.
The sculpture is removed.
A 5 mm thick layer of clay is laid against the insides, which corresponds to the thickness of the bronze. An inner core of resin sand is made to create the cavity in the sculpture. The core is reinforced in the pieces and the cope. The clay is removed and the frames are put together.
Gjutning
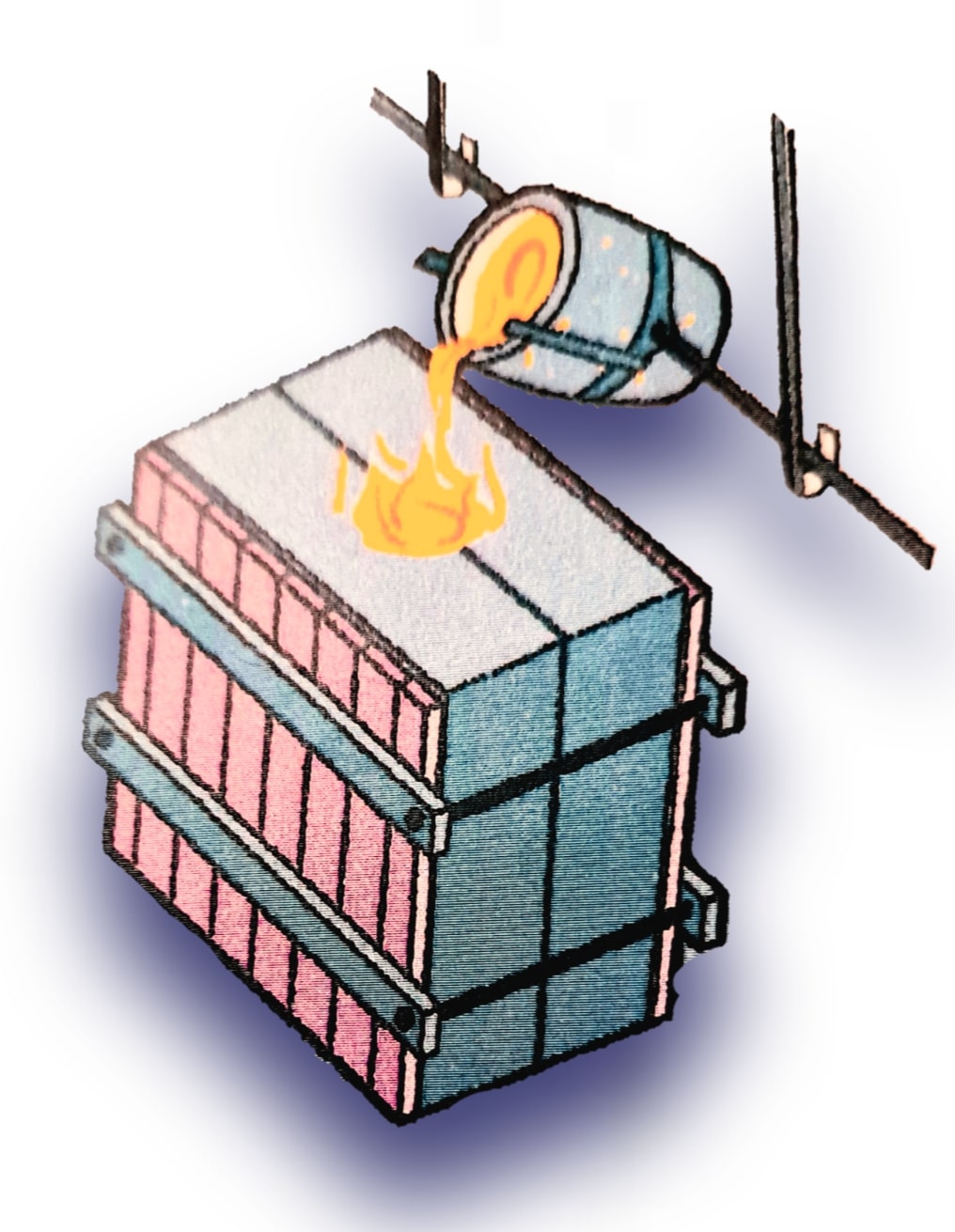
Liquid bronze, approx. 1,075 ° C, is poured into the pouring cup. The bronze flows through the sprues into the mold and solidifies. The mold flask is opened and the sand and core are removed by sledgehammer.
Bronze Chasing
After casting, all parts are assembled with welding. Welds, joints, cavities and other imperfections are removed.
Technical problems are solved, such as attachments for the stars and the Lord. Constructive reinforcements of the sculpture and the pillar mount made in stainless steel.
The sculpture is then patinated, ie treated with salts, acids and oxides to get the right color. The sculpture is now ready to be assembled on site.
Manufacturing of the Rainbow.

The bow is made of stainless steel plates that are welded together. After polishing and blasting, it is delivered to Nacka Strand.
Mounting
The Lord is mounted on the stainless steel arch which is then raised on the pier head. The angel is anchored in concrete at the foot of the arch.
"Lord on the Rainbow" is complete with the water function installed.
Graphics: ANN-SOFI MARMING